Trong lĩnh vực công nghệ mạ Crom, máy chỉnh lưu đóng vai trò then chốt và không thể thiếu trong toàn bộ quy trình. Thiết bị này có nhiệm vụ chuyển đổi dòng điện xoay chiều (AC) thành dòng điện một chiều (DC) ổn định, từ đó ảnh hưởng trực tiếp đến chất lượng lớp mạ – bao gồm độ bóng, độ đều màu và độ bám dính của lớp Crom trên bề mặt vật liệu.
Việc sử dụng máy chỉnh lưu chất lượng cao không chỉ giúp đảm bảo sự ổn định của dòng điện trong suốt quá trình mạ, mà còn góp phần giảm thiểu sự phụ thuộc vào tay nghề và kinh nghiệm của nhân công vận hành. Nhờ đó, các rủi ro kỹ thuật do thao tác sai hoặc điều kiện điện không ổn định cũng được hạn chế tối đa, đồng thời nâng cao năng suất lao động và giảm chi phí cho các công đoạn gia công tiếp theo như đánh bóng hoặc hoàn thiện bề mặt sản phẩm.
Hiện nay, để đáp ứng nhu cầu đa dạng của người sử dụng, trên thị trường có nhiều loại máy chỉnh lưu với công nghệ và công suất khác nhau, chẳng hạn như: máy chỉnh lưu SCR (Silicon Controlled Rectifier), máy chỉnh lưu cao tần, cùng các mức cường độ dòng điện phổ biến như 100A, 200A, 500A, 1.000A, 3.000A, 5.000A, đến 10.000A… Việc lựa chọn thiết bị phù hợp phụ thuộc vào quy mô sản xuất, loại sản phẩm cần mạ và yêu cầu kỹ thuật cụ thể của từng doanh nghiệp.
Ngoài máy chỉnh lưu, để quy trình xi mạ Crom diễn ra hiệu quả và chuyên nghiệp hơn, việc kết hợp sử dụng các thiết bị hỗ trợ khác như hệ thống dây chuyền mạ Crom tự động và hệ thống điều khiển tự động là hết sức cần thiết. Những hệ thống này giúp tối ưu hóa thời gian sản xuất, giảm thiểu chi phí nhân công và tăng cường hiệu quả hoạt động của toàn bộ dây chuyền sản xuất.
Kỹ Thuật Mạ Crom – Tổng Quan và Ứng Dụng Công Nghệ Hiện Đại
Mạ crom là một kỹ thuật phủ kim loại quan trọng trong ngành công nghiệp xi mạ, được ứng dụng rộng rãi nhờ vào các đặc tính ưu việt của lớp phủ crom như độ cứng cao, khả năng chống mài mòn, chống ăn mòn và độ bóng cao. Lớp mạ crom không chỉ đóng vai trò trang trí mà còn mang tính năng bảo vệ và chức năng kỹ thuật cho các chi tiết cơ khí. Với sự tiến bộ của khoa học – công nghệ và nhận thức ngày càng cao về bảo vệ môi trường, nhiều công nghệ mạ crom hiện đại đã được phát triển trên cơ sở phương pháp mạ crom truyền thống, bao gồm: mạ crom vi hạt, crom vi xốp, crom đen, crom lỗ rời, mạ crom nồng độ thấp, mạ crom cứng hiệu suất cao, mạ crom hóa trị ba và mạ crom sử dụng đất hiếm. Các công nghệ này đã mở rộng đáng kể phạm vi ứng dụng của mạ crom trong nhiều lĩnh vực khác nhau.
– Dung Dịch Mạ Crom Thông Thường
Đây là loại dung dịch mạ sử dụng chất xúc tác là axit sunfuric. Thành phần chủ yếu bao gồm anhydrit cromic và axit sunfuric với tỷ lệ điển hình là 100:1. Nồng độ anhydrit cromic dao động từ 150–450 g/L và được phân chia thành:
Dung dịch nồng độ cao (350–500 g/L): ổn định, dẫn điện tốt, độ bao phủ cao nhưng hiệu suất dòng điện thấp, phù hợp với mạ trang trí và chi tiết hình dạng phức tạp.
Dung dịch nồng độ trung bình (150–250 g/L)
Dung dịch nồng độ thấp (50–150 g/L): hiệu suất dòng điện cao, độ cứng lớp phủ cao nhưng khả năng che phủ kém, thích hợp cho mạ chức năng như mạ cứng hoặc chống mài mòn.
– Bể Mạ Crom Tổng Hợp
Loại bể này bổ sung thêm axit fluorosilicic bên cạnh axit sunfuric nhằm cải thiện hiệu suất dòng điện và khả năng phủ sáng. Tuy nhiên, axit flohidric có tính ăn mòn cao, đặc biệt với cực âm, cực dương không được mạ và lớp lót chì, nên cần sử dụng hợp kim chì-thiếc để bảo vệ. Bể này chủ yếu được sử dụng trong mạ crom thùng.
– Bể Mạ Crom Tự Động Điều Chỉnh
Sử dụng các chất xúc tác như stronti sulfat và kali fluorosilicat. Khi đạt đến nồng độ và nhiệt độ ổn định, hệ thống đạt được sự cân bằng hòa tan – kết tủa, giúp tự động duy trì nồng độ các ion cần thiết. Ưu điểm của hệ này là hiệu suất dòng cao (lên đến 270A), dải mật độ dòng rộng (80–100 A/dm²), độ bao phủ và phân tán tốt, tốc độ lắng đọng nhanh. Tuy nhiên, dung dịch có tính ăn mòn cao, đòi hỏi bảo trì cẩn thận.
– Dung Dịch Mạ Crom Nhanh
Dựa trên dung dịch mạ truyền thống nhưng bổ sung axit boric và oxit magiê, giúp nâng cao mật độ dòng điện, tăng tốc độ mạ, giảm ứng suất bên trong và cải thiện độ bám dính của lớp phủ.
– Dung Dịch Mạ Crom Tetrachromat
Dung dịch có nồng độ anhydrit cromic cao, kèm theo các chất phụ trợ như natri hydroxit, natri florua và natri citrat nhằm tăng cường phân cực catốt và loại bỏ ion sắt. Mặc dù dung dịch có hiệu suất dòng cao (>35%) và tốc độ mạ nhanh, nó chỉ ổn định ở nhiệt độ phòng (không vượt quá 24°C), lớp mạ không sáng, cần đánh bóng sau mạ để đạt tiêu chuẩn thẩm mỹ.
– Bể Mạ Crom Ở Nhiệt Độ Phòng
Gồm anhydrit cromic kết hợp với florua (NH₄F hoặc NaF), có thể thêm một lượng nhỏ axit sunfuric. Hoạt động ở nhiệt độ thấp (15–25°C) và mật độ dòng điện từ 8–12 A/dm², phù hợp cho lớp mạ mỏng. Dung dịch có khả năng phân tán và hiệu suất dòng điện tốt, thích hợp cho cả mạ giá và mạ thùng.
– Bể Mạ Crom Axit Cromic Nồng Độ Thấp
Nồng độ anhydrit cromic thấp hơn chuẩn thông thường đến 5 lần, giúp giảm ô nhiễm môi trường đáng kể. Mặc dù hiệu suất và độ cứng trung bình, dung dịch có khả năng bao phủ và chống ăn mòn tốt, tương đương dung dịch nồng độ cao. Tuy nhiên, điện trở lớn đòi hỏi điện áp cao và thiết bị chỉnh lưu chất lượng cao.
– Bể Mạ Crom Hóa Trị Ba (Cr³⁺)
Sử dụng muối Cr³⁺ kết hợp chất tạo phức, chất dẫn điện và phụ gia. Loại mạ này thân thiện với môi trường, có khả năng phân tán và phủ bề mặt tốt, hoạt động được ở nhiệt độ phòng với áp suất thấp, lớp mạ không bị ảnh hưởng bởi ngắt dòng điện. Tuy vậy, dung dịch nhạy với tạp chất, độ bóng lớp mạ không cao, độ dày giới hạn và khó bảo trì do thành phần phức tạp.
– Bể Mạ Crom Sử Dụng Đất Hiếm
Bổ sung nguyên tố đất hiếm và ion florua vào dung dịch truyền thống, giúp giảm nồng độ anhydrit cromic, mở rộng phạm vi nhiệt độ (10–50°C) và mật độ dòng điện (5–30 A/dm²), giảm áp suất, cải thiện độ sáng và độ cứng lớp mạ. Phương pháp này tiết kiệm năng lượng, giảm ô nhiễm và hiệu quả cao – được mệnh danh là “ba thấp một cao”. Tuy nhiên, cần thêm nghiên cứu để đánh giá độ ổn định và hiệu quả lâu dài của công nghệ này.
Quy trình mạ crom
Mạ crom trang trí không chỉ mang tính thẩm mỹ cao mà còn có vai trò quan trọng trong việc bảo vệ bề mặt kim loại khỏi sự ăn mòn và các tác động của môi trường. Để đạt được hiệu quả tối ưu về cả độ bền và vẻ ngoài sáng bóng, quy trình mạ crom trang trí bảo vệ thường sử dụng dung dịch mạ crom với nồng độ từ trung bình đến cao. Phương pháp này đặc biệt thích hợp cho các sản phẩm được sử dụng trong môi trường trong nhà, nơi yêu cầu về độ bền và tính thẩm mỹ đồng thời được đặt lên hàng đầu.
Đối với các vật liệu nền khác nhau như thép, hợp kim kẽm và hợp kim nhôm, việc áp dụng hệ thống mạ nhiều lớp là cần thiết để đảm bảo độ bám dính tốt giữa lớp nền và lớp mạ, đồng thời tăng cường khả năng chống ăn mòn. Mỗi loại vật liệu nền sẽ yêu cầu một quy trình xử lý bề mặt riêng biệt trước khi tiến hành mạ lớp crom cuối cùng. Dưới đây là quy trình chi tiết cho từng loại vật liệu:
Quy trình xử lý cho hệ thống mạ đồng / niken / crom trên nền thép: Tẩy dầu mỡ → rửa nước → ăn mòn → rửa nước → mạ đồng xyanua hoặc mạ niken nhanh → rửa nước → mạ đồng axit → rửa nước → mạ niken bóng → rửa nước → mạ crom → rửa nước → sấy khô.
Quy trình cho hệ thống mạ niken / crom đa lớp: Tẩy dầu mỡ → rửa nước → ăn mòn → rửa nước → mạ niken bán bóng → rửa nước → mạ niken bóng → rửa nước → mạ crom → rửa nước → sấy khô.
Trên nền hợp kim kẽm: Tẩy dầu mỡ bằng dung dịch kiềm nhẹ → rửa nước → xử lý bằng axit flohydric loãng → rửa nước → tẩy dầu mỡ điện → rửa nước → mạ đồng xyanua → rửa nước → mạ đồng bóng → mạ niken bóng → rửa nước → mạ crom → rửa nước → sấy khô.
Trên nền nhôm và hợp kim nhôm: Tẩy dầu mỡ bằng dung dịch kiềm nhẹ → rửa nước → tiếp tục tẩy dầu mỡ → rửa nước → ngâm kẽm lần 1 → hòa tan lớp kẽm → rửa nước → ngâm kẽm lần 2 → rửa nước → mạ đồng xyanua (hoặc mạ niken sơ cấp) → rửa nước → mạ đồng bóng → rửa nước → mạ niken bóng → rửa nước → mạ crom → rửa nước → sấy khô.
Những vấn đề cần chú ý khi mạ crom thùng như sau:
– Dung dịch mạ crom thùng được pha chế bằng nước cất hoặc nước khử ion, chú ý làm sạch, tránh đưa tạp chất vào, đặc biệt chú ý không đưa Cl – ;
– Sulfate phải được kiểm soát thích hợp và không quá cao để tránh làm ố vàng bề mặt của các bộ phận hoặc làm hỏng lớp mạ crom. Có thể loại bỏ axit sulfuric quá mức bằng bari cacbonat;
– Axit fluorosilicic có tác dụng kích hoạt lớp phủ và có thể mở rộng phạm vi độ sáng. Điều này không thể thiếu và không nên quá mức;
– Vào bình có điện và bắt đầu sử dụng dòng xung, khoảng 1 đến 2 phút;
– Trước khi các bộ phận được nạp vào trống, dung dịch axit cromic trong trống phải được làm sạch để tránh các bộ phận bị axit cromic ăn mòn và gây hoa;
– Sau khi trống được sử dụng một thời gian, xử lý bằng axit clohydric để loại bỏ lớp crom trên lưới trống;
– Các chi tiết nhỏ và nhiệt độ có thể thấp hơn, để tránh hiện tượng tăng nhiệt độ của dung dịch mạ, cách tốt nhất là sử dụng thiết bị làm nguội.
Mạ Crôm Trang Trí Chống Ăn Mòn Cao
Mạ crôm trang trí không chỉ có chức năng thẩm mỹ mà còn đóng vai trò quan trọng trong việc bảo vệ bề mặt kim loại khỏi sự ăn mòn. Đặc biệt, công nghệ mạ crôm trang trí chống ăn mòn cao là một quy trình kỹ thuật đặc biệt nhằm cải biến cấu trúc lớp mạ crôm, từ đó nâng cao khả năng chống lại các tác nhân ăn mòn, đặc biệt phù hợp với những ứng dụng trong môi trường khắc nghiệt ngoài trời.
Trong hệ thống mạ crôm bảo vệ, việc sử dụng lớp niken nhiều tầng (multi-layer nickel) là yếu tố then chốt để cải thiện đáng kể độ bền ăn mòn của lớp phủ. Các nghiên cứu cho thấy, khả năng chống ăn mòn của hệ thống lớp mạ phụ thuộc không chỉ vào bản chất và độ dày của lớp niken mà còn phụ thuộc lớn vào đặc tính cấu trúc của lớp crôm phía trên. Thông thường, lớp mạ crôm trang trí tiêu chuẩn có độ dày khoảng 0,25–0,5 μm, nhưng lại tồn tại ứng suất nội tại rất cao, dẫn đến sự hình thành các vết nứt không đều trên bề mặt lớp mạ. Trong môi trường ăn mòn, lớp crôm đóng vai trò là cực âm, trong khi lớp kim loại nền bên dưới các vết nứt trở thành cực dương, gây ra hiện tượng ăn mòn điện hóa tập trung tại các vết nứt. Do diện tích tiếp xúc nhỏ giữa kim loại nền và môi trường qua các vết nứt, mật độ dòng ăn mòn tại đây rất lớn, làm tăng tốc độ ăn mòn theo chiều sâu.
Tuy nhiên, vì sự xuất hiện của các vết nứt là điều không thể tránh khỏi, nên nếu cấu trúc vi mô của các vết nứt này được cải tiến để phân tán dòng điện ăn mòn, quá trình ăn mòn có thể được làm chậm lại. Dựa trên nguyên lý này, vào giữa thập niên 1960, hai phương pháp mạ crôm tiên tiến là crôm vi nứt (microcracked chrome) và crôm vi xốp (microporous chrome) đã được phát triển. Cả hai đều thuộc nhóm công nghệ mạ crôm vi mô không liên tục – lớp crôm thu được chứa nhiều vi hạt và các khe nứt siêu nhỏ, giúp tăng diện tích tiếp xúc phân tán giữa lớp crôm và lớp niken bên dưới. Nhờ đó, mật độ dòng ăn mòn trên bề mặt niken giảm đáng kể, kéo theo tốc độ ăn mòn chậm lại và hiệu quả bảo vệ tổng thể được nâng cao. Đặc biệt, điều này cho phép giảm độ dày lớp niken bảo vệ xuống khoảng 5 μm mà vẫn đảm bảo hiệu quả chống ăn mòn.
– Mạ Crôm Vi Nứt (Microcracked Chrome)
Phương pháp này bắt đầu bằng việc mạ một lớp niken có ứng suất cao, với độ dày từ 0,5 đến 3 μm lên trên lớp niken bóng. Sau đó, tiến hành mạ lớp crôm trang trí thông thường dày khoảng 0,25 μm. Nhờ sự kết hợp của ứng suất nội tại từ cả lớp niken và lớp crôm, trên mỗi cm² bề mặt có thể hình thành từ 250 đến 1500 vết nứt vi mô dạng lưới phân bố đồng đều.
Một cải tiến kỹ thuật đáng chú ý trong phương pháp này là việc bổ sung một lượng nhỏ ion SeO₄²⁻ vào dung dịch mạ crôm. Ion này giúp tạo ra lớp crôm có ứng suất nội tại cao, với đặc điểm màu hơi xanh – màu càng đậm khi hàm lượng SeO₄²⁻ tăng. Một phương pháp khác để tạo lớp crôm vi nứt là mạ hai lớp crôm: lớp đầu tiên có độ che phủ tốt, lớp thứ hai là lớp crôm vi nứt được mạ trong dung dịch có chứa florua. Tuy nhiên, phương pháp mạ hai lớp yêu cầu thêm thiết bị, kéo dài thời gian mạ và tiêu tốn nhiều năng lượng điện. Do đó, công nghệ mạ crôm vi nứt một lớp ngày càng được ưa chuộng, mặc dù gặp phải một số khó khăn như khó kiểm soát hàm lượng florua và sự phân bố không đồng đều của các vết nứt.
– Mạ Crôm Vi Xốp (Microporous Chrome)
Phương pháp phổ biến nhất để tạo lớp crôm vi xốp là phủ một lớp niken nền đặc biệt (gọi là niken đóng) có độ dày không quá 0,5 μm lên trên lớp niken bóng, sau đó mạ một lớp crôm bóng. Lớp niken đóng chứa các hạt không dẫn điện phân tán đều, với kích thước hạt nhỏ hơn 0,5 μm và nồng độ lơ lửng trong dung dịch mạ từ 50–100 g/L. Hàm lượng hạt không dẫn điện trong lớp phủ đạt khoảng 2–3%.
Những hạt thường được sử dụng bao gồm sunfat, silicat, oxit, nitrit và cacbua. Do không dẫn điện, các hạt này không tạo lớp crôm bao phủ trong quá trình mạ, từ đó hình thành vô số lỗ nhỏ li ti – với mật độ có thể lên đến hơn 10.000 lỗ/1 cm² bề mặt. Cấu trúc này cho phép phân tán dòng ăn mòn, giảm thiểu ảnh hưởng của các vết nứt và kéo dài tuổi thọ lớp phủ.
Các Biện Pháp Khắc Phục Sự Cố Trong Quá Trình Mạ Điện
Trong quá trình mạ điện, để đảm bảo chất lượng lớp phủ và hạn chế tối đa các sự cố kỹ thuật, cần áp dụng các biện pháp xử lý và phòng ngừa thích hợp tùy theo đặc điểm của từng loại chi tiết. Dưới đây là một số hướng dẫn cụ thể để khắc phục các lỗi thường gặp trong quá trình mạ:
Xử lý ban đầu đối với chi tiết lớn: Các chi tiết có kích thước lớn cần được rửa sạch hoàn toàn và làm nóng sơ bộ bằng nước nóng trước khi đưa vào bể mạ. Tuyệt đối không làm nóng trực tiếp trong dung dịch mạ, vì điều này có thể dẫn đến hiện tượng ăn mòn tại các khu vực bề mặt sáng bóng ở đáy chi tiết do phản ứng hóa học không kiểm soát.
Mạ thùng cho chi tiết nhỏ: Đối với các chi tiết nhỏ, quy trình mạ thùng (barrel plating) nên được sử dụng. Để tránh hiện tượng thụ động hóa bề mặt (passivation) do tiếp xúc không đều với dòng điện trong giai đoạn đầu, nên bổ sung axit fluorosilicic vào dung dịch mạ trong bể thùng. Điều này giúp các chi tiết duy trì tiếp xúc dẫn điện ổn định, đảm bảo quá trình mạ diễn ra đồng đều.
Ứng dụng dòng điện xung và điều chỉnh bố trí cực: Với các chi tiết có hình dạng phức tạp hoặc khi khoảng cách giữa các cực không đồng đều, nên sử dụng dòng điện xung (pulse current) để đảm bảo phân bố lớp mạ đều hơn. Ngoài ra, điều chỉnh khoảng cách giữa cực dương và các chi tiết được mạ sao cho phù hợp cũng là yếu tố quan trọng nhằm tối ưu hóa quá trình mạ.
Đánh bóng sau mỗi lớp mạ: Sau mỗi lớp mạ, cần tiến hành đánh bóng bề mặt nhằm cải thiện độ nhẵn, giảm độ xốp và tăng khả năng chống ăn mòn của lớp phủ. Quá trình này cũng giúp lớp mạ tiếp theo bám dính tốt hơn và đạt độ thẩm mỹ cao hơn.
Kích hoạt bề mặt niken trước khi mạ crôm: Khi mạ crôm lên lớp nền là niken, nếu bề mặt niken đã bị thụ động hóa, cần thực hiện bước kích hoạt trước khi mạ để đảm bảo độ bám dính của lớp crôm. Các phương pháp kích hoạt hiệu quả bao gồm:
Ngâm chi tiết trong dung dịch axit clohydric 30–50% (tính theo thể tích) trong thời gian từ 30 đến 60 giây.
Ăn mòn nhẹ bằng axit sulfuric 20% (thể tích) trong khoảng 5 phút.
Xử lý catốt trong dung dịch axit sulfuric 5% (thể tích) trong vòng 15 giây. Sau các bước này, lớp crôm mạ lên sẽ có liên kết tốt với lớp nền niken, nâng cao độ bền và chất lượng tổng thể.
Yêu cầu về nguồn điện cung cấp: Hệ thống nguồn điện sử dụng trong mạ điện nên là loại chỉnh lưu toàn sóng (full-wave rectifier) để đảm bảo dòng điện ổn định, giảm thiểu nhiễu và nâng cao hiệu quả mạ.
Tiết kiệm hóa chất và bảo vệ môi trường: Khi sử dụng dung dịch mạ chứa crom anhydrit với nồng độ cao, nên lắp đặt thêm bể thu hồi nhằm tái sử dụng crom anhydrit, giúp tiết kiệm chi phí vận hành, giảm tiêu hao hóa chất và giảm lượng nước thải cần xử lý – góp phần bảo vệ môi trường.
Kỹ Thuật Mạ Crôm Bằng Lồng Quay (Mạ Thùng)
Đối với các chi tiết nhỏ cần mạ crôm, việc áp dụng phương pháp mạ giá đỡ truyền thống thường không mang lại hiệu quả tối ưu. Phương pháp này không chỉ có hiệu suất thấp mà còn để lại dấu vết của đồ gá trên bề mặt chi tiết, ảnh hưởng đến chất lượng và tính thẩm mỹ của lớp mạ. Để khắc phục hạn chế này, phương pháp mạ crôm bằng lồng quay (còn gọi là mạ thùng) được sử dụng phổ biến trong các ứng dụng yêu cầu mạ điện nhiều lớp trang trí trên các chi tiết có kích thước nhỏ, số lượng lớn và hình dạng khó treo.
Quy trình mạ thùng đặc biệt thích hợp để xử lý các chi tiết như hệ thống mạ đồng/niken/crôm hoặc đồng/crôm với hàm lượng thiếc thấp, trong đó yêu cầu lớp phủ sáng và đều. Phương pháp này giúp tăng đáng kể hiệu suất sản xuất, đồng thời giảm chi phí vận hành. Tuy nhiên, nó chỉ phù hợp với các chi tiết có hình dạng đơn giản, khối lượng riêng nhất định, và không thích hợp với các bộ phận có hình dạng dạng tấm phẳng, nhẹ, hoặc đòi hỏi yêu cầu cao về tính thẩm mỹ bề mặt.
Video Máy Xi Mạ Crom:
Các Yêu Cầu Kỹ Thuật và Lưu Ý Khi Mạ Crôm Bằng Lồng Quay
Chuẩn bị dung dịch mạ: Dung dịch mạ crôm thùng cần được pha chế bằng nước cất hoặc nước khử ion để đảm bảo độ tinh khiết cao, hạn chế tối đa việc đưa tạp chất vào hệ thống. Đặc biệt, tuyệt đối không được để ion clorua (Cl⁻) lẫn vào dung dịch, vì sẽ gây ảnh hưởng nghiêm trọng đến chất lượng lớp mạ.
Kiểm soát hàm lượng sulfat: Nồng độ sulfat trong dung dịch phải được duy trì ở mức phù hợp, tránh tình trạng quá cao vì có thể gây hiện tượng ố vàng bề mặt hoặc phá vỡ cấu trúc lớp mạ crôm. Trong trường hợp sulfat vượt mức cho phép, có thể xử lý bằng cách bổ sung bari cacbonat (BaCO₃) để trung hòa axit sulfuric dư thừa.
Sử dụng axit fluorosilicic đúng liều lượng: Axit fluorosilicic đóng vai trò kích hoạt bề mặt và giúp mở rộng vùng độ sáng của lớp mạ, nhưng cần được kiểm soát nghiêm ngặt. Việc sử dụng quá mức có thể làm mất cân bằng hệ dung dịch, ảnh hưởng đến hiệu quả mạ.
Kích hoạt dòng điện ban đầu bằng dòng xung: Sau khi các chi tiết được nạp vào thùng, nên tiến hành kích hoạt bằng dòng điện xung trong khoảng từ 1 đến 2 phút, nhằm tạo điều kiện cho lớp mạ khởi đầu đồng đều và ổn định.
Làm sạch dung dịch axit cromic trong thùng trước khi nạp chi tiết: Trước khi vận hành, cần đảm bảo loại bỏ hoàn toàn axit cromic tồn dư trong lồng quay, tránh tình trạng các chi tiết bị ăn mòn hoặc hình thành vết hoa do tiếp xúc với axit cromic trước khi dòng điện ổn định.
Bảo trì định kỳ lồng quay: Sau một thời gian sử dụng, lưới lọc của lồng quay sẽ bị bám lớp crôm, cần được xử lý bằng cách ngâm trong dung dịch axit clohydric (HCl) để loại bỏ cặn, duy trì hiệu quả hoạt động và đảm bảo dòng điện phân bố đồng đều.
Kiểm soát nhiệt độ trong quá trình mạ: Với các chi tiết nhỏ, cần duy trì nhiệt độ thấp hơn để tránh hiện tượng quá nhiệt của dung dịch mạ. Tốt nhất nên trang bị hệ thống làm mát nhằm kiểm soát nhiệt độ, duy trì sự ổn định của quá trình và kéo dài tuổi thọ của dung dịch.
Nên chọn mua máy xi mạ Crom ở đâu?
Để được tư vấn, hỗ trợ và đặt hàng quý khách hàng vui lòng liên hệ địa chỉ dưới đây:
Công ty cổ phần Litanda Việt Nam
Số 720 Phúc Diễn – Nam Từ Liêm – Hà Nội
Số 119/61 Trung Mỹ Tây – Khu Phố 2- Quận 12 – TP. Hồ Chí Minh.
Gắn bó với ổn áp Litanda từ năm 2008, Minh Thắng đã có nhiều năm trực tiếp khảo sát, tư vấn và triển khai các giải pháp nguồn điện cho hộ gia đình, văn phòng, nhà xưởng và cơ sở sản xuất trên cả nước.Sau khi tốt nghiệp Đại học Bách Khoa, anh tiếp tục theo đuổi lĩnh vực điện dân dụng và điện công nghiệp với trọng tâm là ổn áp, biến áp và các giải pháp bảo vệ thiết bị trước tình trạng điện áp không ổn định. Những bài viết của anh được xây dựng từ kinh nghiệm thực tế tại hiện trường, giúp người dùng hiểu đúng bản chất vấn đề và lựa chọn giải pháp phù hợp thay vì chỉ dựa trên thông số kỹ thuật.
Trong lĩnh vực công nghệ mạ Crom, máy chỉnh lưu đóng vai trò then chốt. Mình chưa hiểu chỗ này nè bạn. Mình tưởng nguyên liệu mạ đóng vai trò chủ đạo chứ nhỉ
 Ổn Áp Lioa 1 Pha 25KVA SH-25000 II
Ổn Áp Lioa 1 Pha 25KVA SH-25000 II 
 Ổn Áp Lioa 1 Pha 25KVA SH-25000 II
1 × 15.500.000 ₫
Ổn Áp Lioa 1 Pha 25KVA SH-25000 II
1 × 15.500.000 ₫ 




































 Dây Điện Bao Nhiêu mm² Cho Ổn Áp 1 Pha? Bảng Chọn Dây Theo Công Suất
Dây Điện Bao Nhiêu mm² Cho Ổn Áp 1 Pha? Bảng Chọn Dây Theo Công Suất 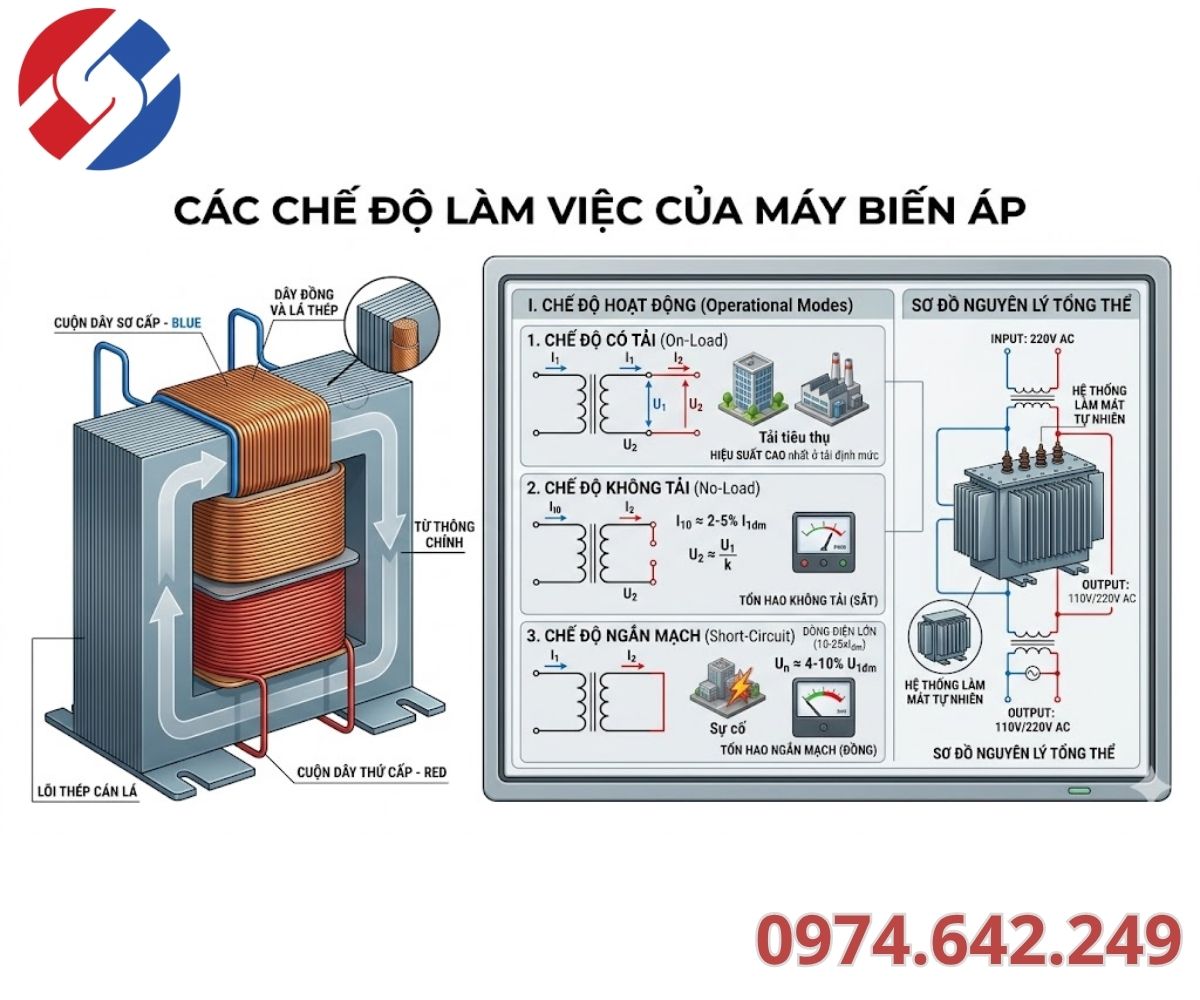 Các Chế Độ Làm Việc Của Máy Biến Áp: Cẩm Nang Kỹ Thuật Toàn Tập
Các Chế Độ Làm Việc Của Máy Biến Áp: Cẩm Nang Kỹ Thuật Toàn Tập 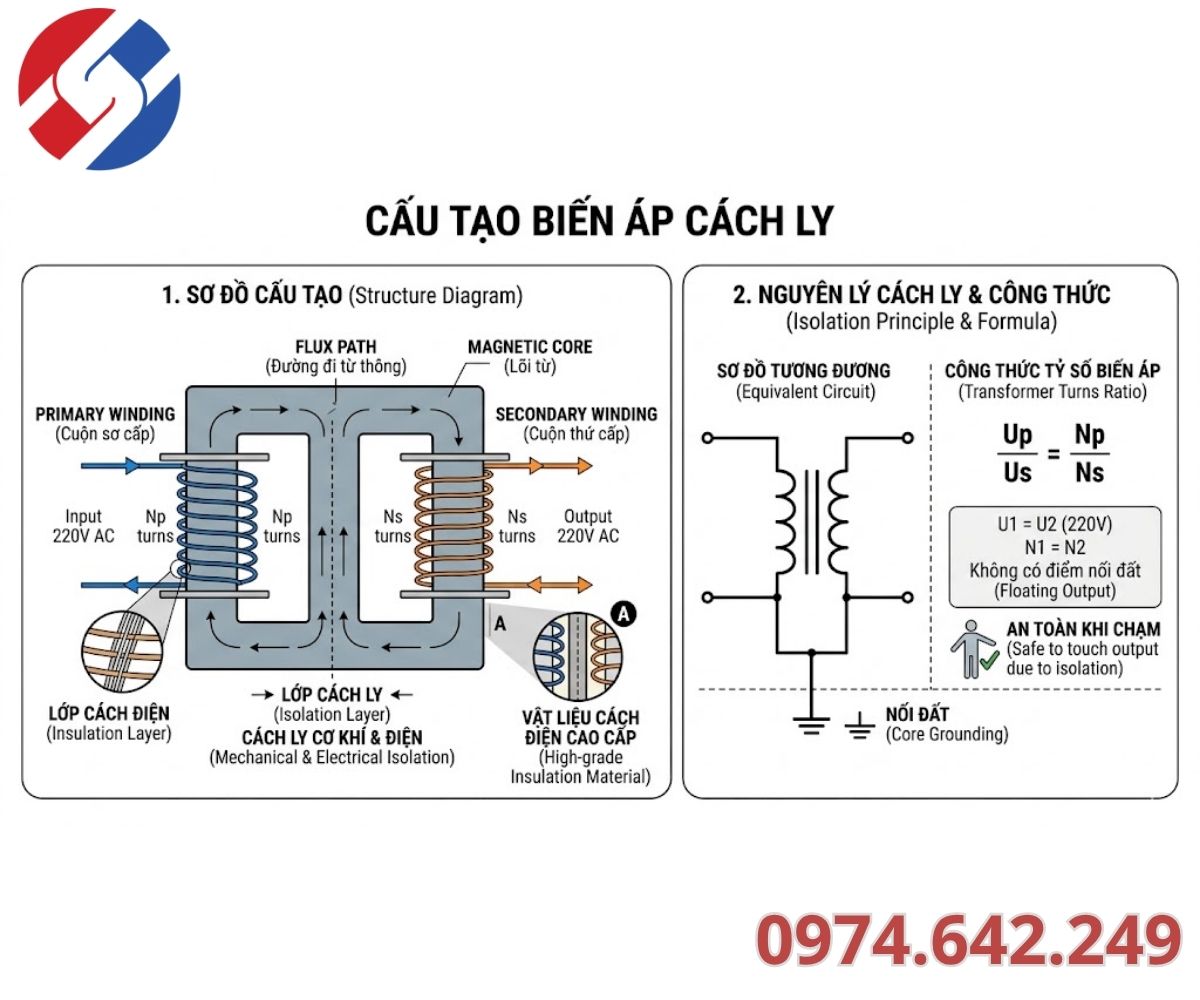 Cấu Tạo Biến Áp Cách Ly Chi Tiết: Tại Sao Nó Chống Giật Và Lọc Nhiễu Cực Tốt?
Cấu Tạo Biến Áp Cách Ly Chi Tiết: Tại Sao Nó Chống Giật Và Lọc Nhiễu Cực Tốt?  Bí Quyết Cách Tính Số Vòng Dây Quấn Biến Áp Xuyến: Từ Lý Thuyết Đến Thực Chiến Kỹ Thuật
Bí Quyết Cách Tính Số Vòng Dây Quấn Biến Áp Xuyến: Từ Lý Thuyết Đến Thực Chiến Kỹ Thuật 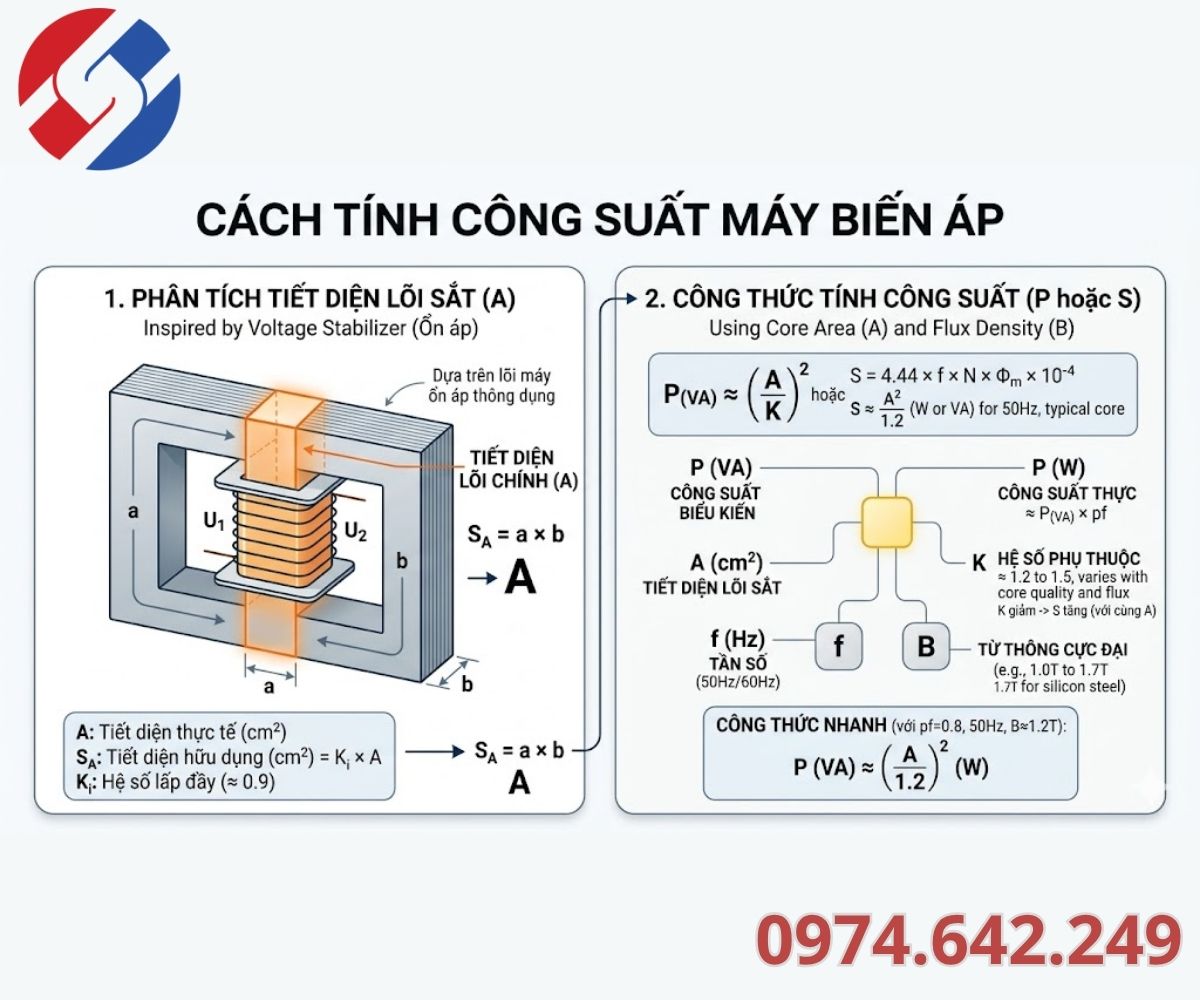 Cách Tính Công Suất Máy Biến Áp Chuẩn Xác: Công Thức & Lưu Ý Quan Trọng
Cách Tính Công Suất Máy Biến Áp Chuẩn Xác: Công Thức & Lưu Ý Quan Trọng  Cách Sử Dụng Biến Áp Nguồn Chi Tiết: Hướng Dẫn Kỹ Thuật Và An Toàn Từ A-Z
Cách Sử Dụng Biến Áp Nguồn Chi Tiết: Hướng Dẫn Kỹ Thuật Và An Toàn Từ A-Z 
Theo Mình thấy mạ Crom nó đẹp hơn mạ NIKEN
Chào Thành: Mình cũng có chung suy nghĩ giống bạn.
Mình ở Thanh Hóa cần tư vấn máy chỉnh lưu để mạ Crom
Chào Ân: Cảm ơn bạn đã quan tâm đến sản phẩm. Bạn liên hệ 0986.203.203 để được hỗ trợ tư vấn.
Trong lĩnh vực công nghệ mạ Crom, máy chỉnh lưu đóng vai trò then chốt. Mình chưa hiểu chỗ này nè bạn. Mình tưởng nguyên liệu mạ đóng vai trò chủ đạo chứ nhỉ
Chào Kim: Gủi bạn máy chỉnh lưu có vai trò 90%. Còn nguyên liệu mạ chiếm 10% chất lượng. Thông tin đến bạn